

It had to happen eventually. Our Project STI was running great. We had plans to build the engine as our 400 whp was past the limit that a stock bottom end EJ257 is supposed to be tolerant of in the long term (many reputable Subaru tuners feel that the long term limits of the stock engine are somewhere around 330-350whp) and we were in discussion with Subaru engine masters IAG Performance about our next steps. We were really reluctant to take apart a project car that was running so well so the plan was for IAG to start working with us on the next engine in concurrence with us doing other things to the car. Suddenly one day our engine started to belch smoke. It still ran surprisingly well but the smoke and huge amounts of crankcase blowby were overwhelming our catch can system and oil was literally pouring out of the intake. Our engine like most modded stock long block Subarus had finally blown.
We were proceeding on our new engine build but wanted to actually go down to IAG to document what was being done to it instead of just doing an article showing parts and our assembly of them. Then Covid struck and disrupted everything from the manufacturing of race parts to travel and lodging. Our STI has languished on a rack in our shop for over a year because of this but now as it is safer to travel, it’s once again game on. We are going full speed ahead on the new engine for our popular project!
Read all about project STI and the other chapters of this engine assembly!

One of the popular “facts” going around in the Subaru community is that you cannot build a better engine than the factory. At one time this might have been true but IAG (and other knowledgeable engine builders) have discovered that the Subaru engine cases are weak and flimsy and distort a lot under the stress of bolting them together and running with a lot of boost. They have come up with case modifications and machining methods to compensate for this weakness and they can build you an engine that is much stronger than anything from the factory.
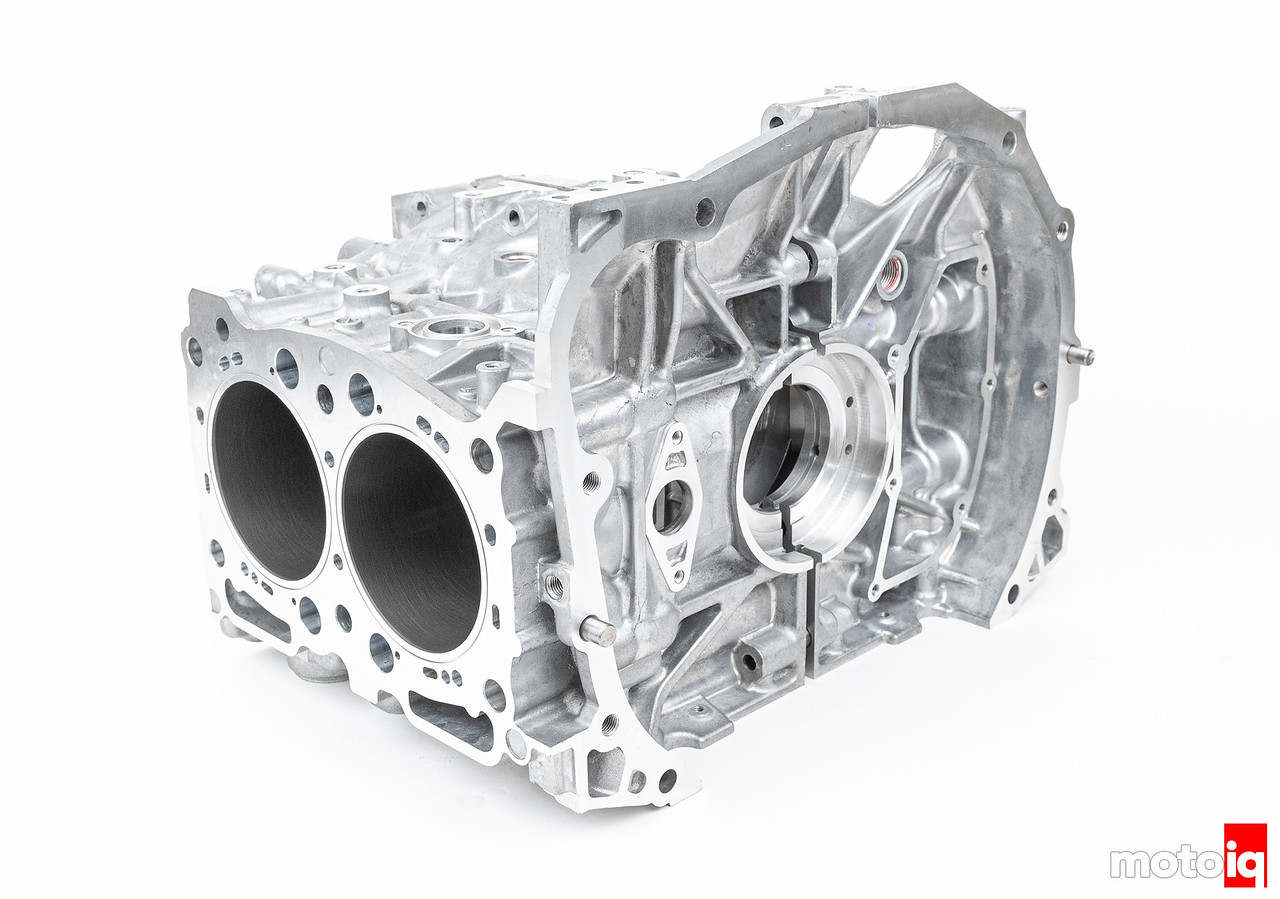
Shown in the picture above are a set of brand new OEM cases. IAG starts with new cases because customer-supplied used cases are usually so hammered that a lot of operations must be done to them the make them right so it is more cost-effective to start with new! You can see that the OEM case has an open deck with free-standing cylinders. This gives little support to the head gasket, thus creates the EJ’s propensity to blow head gaskets. The open deck also allows the cylinders to flex back and forth adding more stress on the head gasket and not contributing much to the overall stiffness and strength of the case. IAG is going to fix this with their case modding processes.

For a first operation, the cases are bolted to a fixture and rolled into one of IAG’s 14 CNC stations. The Haas VF-4SS CNC machine registers the case from the bore locations then goes to work cutting tight tolerance registers into the open deck for some precision deck reinforcement pieces.
The CNC machine also reams out the stud holes and taps them for IAG’s high strength 14mm case studs at this time. This is quite a bit larger than the OEM 11mm bolts.

Here is what the OEM case looks like after this step. As you can see the open deck has been machined to a precise shape with a stepped register, ready to receive the case reinforcement pieces. The case stud holes have all been bored out and threaded for large 14mm studs.


8 comments
Hi Guys,
Love this article – I’ve got one question about the sequence of steps, specifically the CTP Cryogenics treatment step coming in after the torque plate hone/bore. If the tensile strength of the metals are going to be increased would that mean that the same torque rating on the head studs would create less distortion and negate some of the benefits of using a torque plate while machining?
Thanks,
Nick
No.
Our Cryogenic services should come after rough boring, if needed, but before final honing.. Torque ratings should not be altered from specs.. All building techniques should be done to the highest standards not matter what. It is the same as procuring the highest quality parts one can despite sending parts for DCT (deep Cryo Treatment) and other enhancements such as WPC or DLC..etc
As a note, we did not measure any dimensional differences in our cases before and after cryo treating.
Do you notice any differences between the machine work done by Outfront on the video build and and IAG on this one? if so which would you recommend for a Subaru engine build?
They are both high quality jobs but from seeing the process firsthand, IAG has more control over their processes and more state-of-the-art machining centers. IAG also uses deck reinforcements using the same cast metal as the block which is more thermally compatible with the original case. IAG has the 14mm stud option vs 12.5mm. IAG has the receiver groove for O-Rings. These are incremental differences.
What effect , if any does the wpc treatment have on oil retention on the bores?
The dimpled texture probably improves it.