

In our last story, we were assembling the parts for Ian’s long rod stroker EJ205. Now that we had rods and a crankshaft from Eagle and Pistons from JE, it was time to go have the blocked prepped. Ian had decided that he wanted to do a closed deck block. After some research, he sent his case halves to Outfront Motorsports to have their Closed Deck V3 Service performed on his block. This process converts the EJ205’s open deck to a closed deck configuration via an insert that’s roughly .400″ thick along with having all the necessary machining done to ensure a perfect deck height.
Unlike the EJ25 that has buttressed cylinders. The EJ205’s cylinders are completely free standing with nothing to tie them into the rest of the case. With increased boost and side loads in a heavily modified engine, the cylinders can flex and shift causing head sealing issues and even failure of the cylinder walls. Outfront Motorsports has a conversion to close the deck of the EJ205 and EJ257 that has proven to be durable and reliable. In the past, some companies attempted to reinforce the deck by tapping in a CNC machined billet aluminum block guard. This caused distortion on the tops of the cylinders right where you really need for them to be round for good ring seal. On some motors with block guards, you could see the wear pattern in the cylinders where the block guard was distorting them. Sometimes the cylinders would crack right were the block guard was. Sometimes the block guard would come loose and cause sealing issues.
To avoid these issues Outfront Motorsports has come out with a proprietary process to offer a closed deck block, which they call their V3 Service. Outfront Motorsports offers a V4 Service as well, but Ian doesn’t plan on pushing the engine past the capabilities of what the V3 Service can handle. Part of the process is secret which we were not shown but we can show you some of the steps they do when machining Subaru blocks or case halves, the more accurate term!

We were not allowed to see the proprietary process of machining the block deck and the installation of the closed deck inserts. Outfront Motorsports did answer our questions for our concerns about the process. The block is precisely CNC machined for the insert and a stepped register is machined into the water jacket and cylinder so the insert is positively seated and cannot shift around.
The insert has a slight interference fit with the block and is pressed into place to sit solidly on the register on a fixtured hydraulic press. The insert is installed with a Loctite anaerobic sealant. The fit is tight enough to be stable but not enough to distort or stress the cylinder. This is part of the proprietary stuff that we don’t know about. Once the inserts are in place, they stand proud of the block by about 0.010″ and need to be machined down to make the deck flat. The picture above shows the inserts in place and ready to be decked flat.

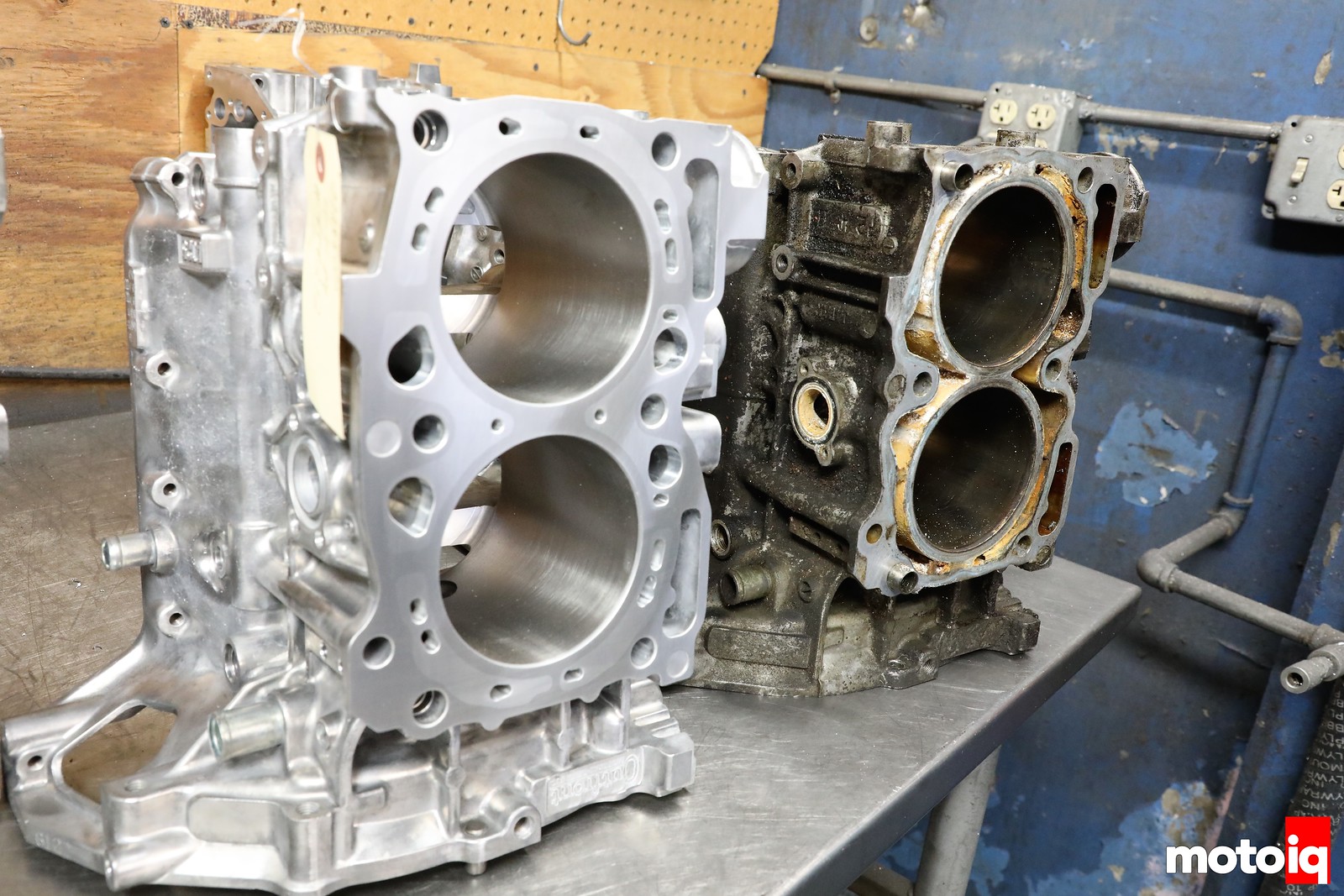
The case halves are shown here set in the surfacing machine. The surfacing machine is a specialized mill that is made just for decking blocks or in this case, cases. The cases are set on a bar that is the same diameter as the main bore. The cases are also bolted to the surfacing machines bed plate via threaded stanchions into the main bolt holes. The cases are set perfect perpendicular to the crank centerline via the case parting line.

Once the cases are bolted down the deck is measured to see how much it is out of flat. Subarus are notorious for being off quite a bit and also warping in use. The deck is measured to see how much it will need to be surfaced to make it perfectly flat. The deck is measured in 6 places for both cases.


26 comments
Does WPC finishing the bores knock down the peaks as well or is the final finish step worthwhile for a good seat?
It does but it also affects the surface properties of the bore for less friction and longer wear.
Just had mine done at Outfront too! Excited to see your results!
I’m excited too! Lots of work still to be done before assembly, but I’ve got most of the parts I need ready to go in 😛
Wow that corrosion buildup in the coolant channel is disgusting!
My new 2005 STi longblock runs about 12-degrees cooler than my old block with 166k miles. I’m assuming its because the fresh longblock has clean and spotless coolant channels compared to the nasty crud buildup that might have been growing inside the old block.
Luckily, the block I used wasn’t THAT bad. We asked them for a block a customer had brought in just to show a before and after comparison! Of course, using a brand new block would be optimal, but I had a free donor block to use which saved me some money! 😀
I wouldn’t say thats optimal: Using a used block is actually better: If an engines reaches 50.000 Km (about 30.000 miles) , all the stresses in the block are gone. With a new one that isn’t the case. A new one can be cheaper though, as the cleanup and touchups can be a lot of time and effort.
0.005″ isn’t that much really. I’ve seen way more than that to be honest. Then again: Scooby blocks aren’t that tough to begin with. As far as I can tell from the pictures its a friction fit about 1/2″ thick? What Usually happens with these type of mods on other blocks is a distorted barrel in the long run though. Although I can’t say if that’ll happen here, since I’ve got no real experience with this setup.
Another way to skin the cat: Cut out the barrel’s. Machine out retainer slots in the heads. And get a modified headgasket. It’s no longer used to seal the bores anyway, but only for the water and oil passages. Thats what they did on the Alfa Busso V6. In a sence it has the same problems, but worse: It has press in barrels, but only fixed at the bottom. Bore warp was a major issue on those.
What I am wondering though: Why the choice for forged if you could use hypereutectoid pistons? Only real benefit is detonation resistance, but it loses on every other front?
Hypereutechic pistons suck balls for boosted operation, particularly on pump gas. The OEM pistons are Hypereutechic and fail easily. I dislike machining out and sleeving blocks and turning the block into a case. I think it messes up the structural integrity of the block and things shift around more. These companies closed deck work has an excellent reputation in racing so their process doesn’t cause upper bore distortion.
Hahahah, stock ones do, yes, but well designed ones for the application do not. They are expensive to manufacture, but if done right, best pistons out there. Current F1 engines all use hypereutechtic pistons. Except for the Ferrari’s. The main problems arises in the form of heat with running stock hypereutechtic pistons. They may expand less, but they still expand. Coupled with tight piston ring tollerances that’ll get you in heaps of trouble. In a sence the same happens with forged pistons. Main difference is that they are designed to run the higher power levels, and have bigger tolerances to booth. hence more fuel in the oil and so forth. If done right its the better solution for a car driven on the road or track. But the done right is the hard part. You can actually forge a hypereutectic piston, but there are hardly any manufacturers doing it. I know Mahle can do it, but I cant tell you anything about the cost. Another step is using an intermediate step used during forging: Anealing and heat cycling. That’ll make them usable for fairly high boost levels. But without the added drawback of fuel in the oil (especially ethanol), lighter pistons, and if there are any rules over there regarding emissions (we have those yearly or once every 2 years on older cars). On race cars thats not so much of a problem of course, since the won’t experience temp changes that often, and are serviced more regularly.
As for the warping: It depends on the block and its casting. and of course the strength of the barrel and its fit. By taking that into account it’ll be way stronger. Machining is harder though: You need to find braces for the barrels when boring them and honing them. Andit can interfere with the combuston chamber shape of course.
And I’m not so much worried about upper bore distortion in itself. Thats stay’s rigid as can be. Its the stress/heat buildup just below that point. It’ll probably be ok though, since most problems arise with machining tolerances.
Is that a new thing with the 1.6L formula – hypereutectic pistons that is. I remember seeing that batch of papers Honda put out about the V8 era and they were basically still talking 2618 after MMC reinforcement got banned.
New: Not really. But since engines need to be reliable for multiple races its the to go option. They most likly still run 102 RON fuel, blended with ethanol. 2618 has too big a tolerance for it to run for multiple races. To much fuel could seep past. Since the F1 engines today are limited by fuel use, that can become a problem. And with fuel in the oil bearing life becomes a problem as wel. Ethanol is corrosive.
I experimented with 4632 pistons and think they may be preferable in endurance motors but with improving piston design, I think you can get some of the benefits of high silicone with 2618 and take advantage of its toughness.
Its actually the softness of 2618 that makes it tougher. Hardness is about 25-30% less on the 2618. Thats why it can absorb detonation way better. You can however make 2618 harder by tempering it higher, but it’ll become more brittle and gain some elasticity. Elongation and thermal expension will not change that much though. I believe the perfect formula is still out there, but we just haven’t found it yet!
If not constrained by rules, what do you think of the Al-SiC MMC systems? They always seemed promising and Honda said they used them before they were banned, but that’s an anecdote at best.
AlSiC? You mean this stuff they use on substrates? When was that banned? I’d have to see the relevant data sheet to tell you that?
Main parts that are important:
Elongation
Thermal conductivity
Thermal expansion
And the hardness on the vickers scale
It would be fairly obvious if I see those numbers?
http://www.f1-forecast.com/pdf/F1-Files/Honda/F1-SP2_32e.pdf is the specific paper on those pistons – elsewhere in the text they say it was introduced in 2004 and banned in 2006. They cite high temperature strength as one of the major factors elsewhere. https://materion.com/-/media/files/aerospace-metal-composites/amc_amc225xe-particle-reinforced-aluminum-alloy-11-8-2012.pdf is a datasheet on the specific alloy.
It’s stated that the switch from the MMC to the 2618 meant piston weight had to go from 210 to 230 grams and they lost reliability.
Thanks for the links. After a quick read: It was mainly used for lightness, not so much for strength. Weird thing though: It’s actually heavier…. EHR????
As a compairison
GPA 4632 (hypereutectic T6)
Modulus GPa = 94 = Higher is Better = Win for AlSiC (also hypereutectic)
Density g/Cm3 = 2.7 = Lower is better = Win for 4632
CTE ppm/K = 16.1 = Lower is better = Win for AlSiC
CTC W/mK = 127 = Lower is better = Win for 4632
Main problems about the technical paper of those pistons: No elongation and no hardness scale.
Second paper:
GPA 4632 (hypereutectic T6)
Elongation = 2% = Lower is better = Win for 4632
Harness Vickers = 180 = Win for 4632 *
* As a side note: This is where 2618 shines: 140 ! And probably why development stopped with AlSiC. Because holy shit batman! That stuff is brittle…..
I couldn’t find a ban though anywhere in the text? Most likely stopped development because of RPM restrictions. Thats what killed development at Toyota as well….
It’s mentioned elsewhere (that paper is part of a bundle of a lot of others) that there was a ban on composite and intermetallic materials in engine internals in 2006. http://www.f1-forecast.com/pdf/F1-Files/Honda/F1-SP2e_all.pdf is the full text; includes other cool things like the hollow friction welded cranks they were working on, hollow diffusion bonded titanium rods, TiAl piston pins, etc. Some of the stuff on the pistons has an executive summary around page 56.
The point they seemed to be looking at is with something stronger at high temperature, they weren’t seeing cracks around reinforcing ribs that they were with a light 2618 forging, though apparently they controlled that with a lot of work on piston cooling with oil spray.
At this level I’m just kind of an amateur researcher/historian – I want to be clear I’m not in a position to have hands-on this stuff.
Ah right. We are talking about the same ban, but with a differnt explanation about why the ban really happend. I’ll won’t go into specific details here, but lets just say Toyota was involved in this on the recieving end of the stick.
In 2006 RPM got maximised to 19000. The reason being Toyota had the largest investment budget of any team, and especially a team with red cars was the on the one complaining. We could go way beyond others at that time in RPM capability.
The other reason was to cut investment cost. Again, having the highest budget hurt us the most.
As for the rest you mentioned: Honda lagged behind. Thats all I’m saying 🙂
Oh, I didn’t think Honda of all teams were drawing the ire of the FIA and resulting in that ban, just that some of the things they were developing did get hit by it. I was watching back in the day and full well know Honda’s… “results”.
Top team or not, Honda did go and publish where people could see it. 😉 But points you’re raising are why I’m asking questions – trying to figure in retrospect how far off base they were, you know?
I don’t believe this came directly from Honda actually? It’s more or less the same stuff that Scarborough published. But I could be wrong though. Toyota managed to get slightly over 24.000 right before the ban to give you an idea. With more in the works….
So it wasn’t directed at Honda at all. They just got hit. But if the rules didn’t go into effect in 2006, Toyota would have had the fastest engine by far. It would be about the same effect as the Mercedes engine when they started with the current generation turbo engines.
The full document was openly published by Honda in 2009; I have no doubt whatsoever Scarb did a good dive into it.
Where I’m kind of sitting is… I figure the old DFV is in a lot of performance metrics better than production engines trying to adapt to racing use, much less modern stuff. The Ferrari, Ilmor, Renault, and Toyota engines might be a lot better than the rest, but there’s a lot more information out there on the Cosworth and Honda engines. Even if the solutions they came up with aren’t top flight, comparatively, directions they try to take stuff is still interesting as hell.
Yes, but did they publish because it was basically a dead end, or did they publish because to save face? 😉 Publishing on that level is usually a bad thing if your still in competition. For Toyota a lot of the research went into other branches of development. We even had one as a pet project.
As for the DFV being better: Of course. Its a no compromise engine developed strictly for racing. It isn’t developed to fit under a bonnet. It isn’t designed to recievem ediocre service and what not. Those are the main drawbacks why will not see such an engine in a road car. Generally people driving cars don’t give a damn about what they drive. And I’m counting a lot of “enthusiast” among them.
What I’m currently hoping for is for that F1 changes the rules to one engine per season though. That would equate to roughly 500Km per race weekend. Times 20 race that would equate to 10.000KM. Thats serviceable for the sportcar range which would be a good thing for road cars, but probably a bad thing for the sport.
Allegedly they published it because they got out of the sport… could be a saving face thing – but then they also published about the V6 for the MP4/4 that won the championship in 88 the next year as well, so as a company they do have some history about talking about this stuff.
The no-compromise thing is why it’s cool to me – like, even if it’s a dead end or obsolete, as an engineer I love trying to trace the direction of what they’re doing differently than production stuff, even fancy production stuff.
The same as everyone else basiccally: Jut trying to win races and circumvent rules. Its as simple as that. Its not about building the absolute best stuff. That is restricted by rules anyway. Its basiccaly to find a loophole where the current rules don’t apply to you.
As for the V6: That was allready a good engine, but was at a dead end because of the 1989 rules: the 3.5 liter V10. But in 1987 they also won the championship with Williams. It was the engine supplier to beat back then.
Although I’d have to say I don’t actually know where the engines of Honda where built? Toyota was based in Köln Germany. And the rest was basiccaly in Europe as well. Especially chassis design. Thats why Haas is still and “also ran” team….