,
 Dai Yoshihara
Dai YoshiharaIn the next forging stage, the blank is put into a die that is closer in shape to the final wheel and hit again. This is called progressive forging. In a complicatedly shaped part like a wheel, you can't form the shape with just one hit in one die; the metal will not take the stress and tear as a result. It has to be worked progressively in stages. The wheel is then placed into a third die and hit to get the final draw of the wheel section with the correct depth.
 |
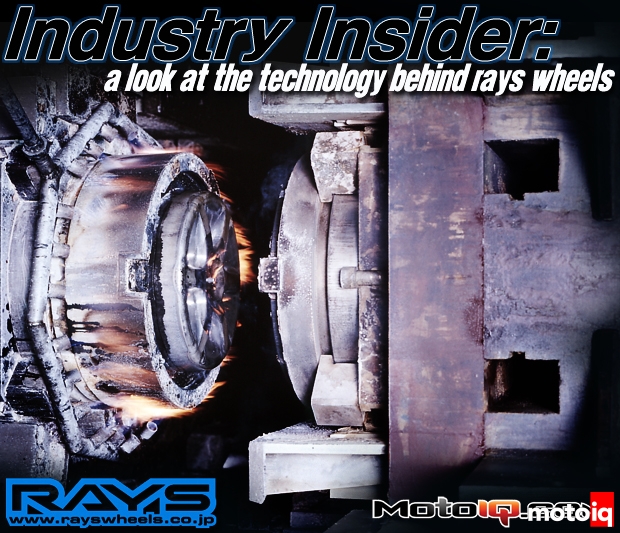
Rays secret and patented RM process is used to form the rim. The center of the wheel is held in place with special dies and two spinning mandrels shown here form the rim section of the wheel over them with a lot of pressure. This imparts superior grain flow and cold works the metal which refines the grain for additional strength. |
The next forging step is called the RM Process. This is where the nearly formed blank is rotated while twin mandrels form the rim section. During this high speed spinning process, pressure is applied from the top and bottom with special dies while the mandrels extrude the outer rim in one process. This 3D forging is what separates Rays from other forging manufacturers where the grain flow is precisely controlled for accurate performance. Rays is the only company in the world to use the RM forging process. This original spin forging creates a rim section that is very thin but with excellent grain structure and orientation.
 |
You can see the mandrels of the RM process in action here stretching and rolling the metal over the die to form the wheel's rim. |
Then the rim section is processed using cold spinning to precisely elongate the rim section to the desired width. The spin forging takes place at a lower temperature than forging the center section. This is to impart additional strength by cold working the metal. Cold working gives additional grain refinement. This is a reason why Rays wheels ring like a bell when you tap them. Sections as thin as 2.3 mm can be produced by this process, thinner than any other manufacturer in the world! Since most of a wheel's inertial force is generated in the rim area, this is the most critical part of the wheel to stay light.

Next the wheel is subjected to another forging stage where some of the fine features are created. Separate dies are used to press out the windows between spokes while the hub area and other finer details are created in this step as well. This minimizes the amount of machining needed to finish the wheel and creates the ultimate in shape following uninterrupted grain flow in the part.