
,

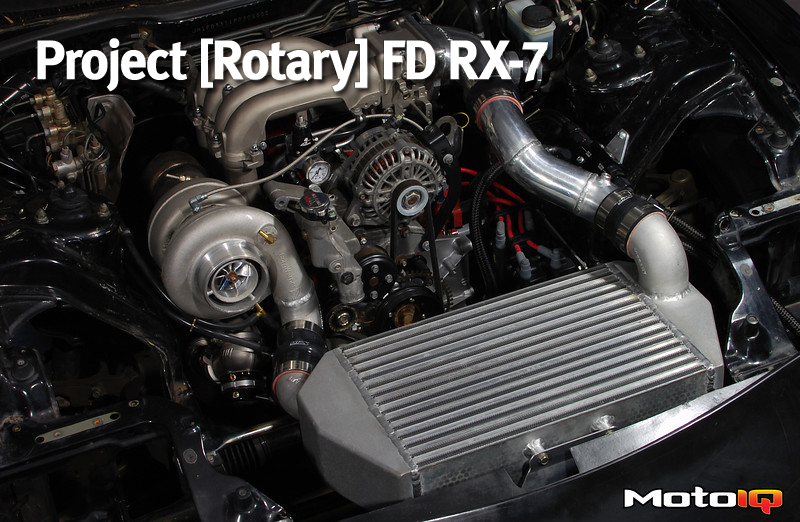
Installed the finished intercooler and fitment ended up being spot on to what was intended. There is a lot of wisdom in the age old saying, “measure twice, cut once,” or in the case of this build…measure a few dozen times, redesign, measure another dozen or so times, realize the first idea was better, then cut.

One more shot of the finished intercooler. The clearances to the driver's side frame rail and body are fairly tight, but it is what's going to allow us to get fresh air to the turbo.

Originally there did not seem like there was going to be a good way to get the hot air from the turbo to the intercooler. There were several design iterations where the tubing would shoot out of the turbo away from the intercooler, go through a ridiculous series of bends, wrap its way under the intake tube, and finally make its way back to the intercooler. Fortunately cutting a couple of inches off the end of the turbo's compressor housing outlet and welding on a tight radius Vibrant elbow fixed this issue. This probably isn't the shortest intercooler piping done on an RX-7, but it's likely pretty damn close.

Here we have the final test fit and tacking of the intercooler cold side tube. It may not be completely noticeable at first glance, but there are 3″ to 2.75″ reducing couplers on both ends of the tube. Because there will probably be comments and questions about why someone would do this once it is seen in person, let's clear the air. Since both the elbow on the intercooler and the throttle body are cast components and much thicker than the 16ga tubing, the inside diameter of each component is nearly identical even though the outside is not.

Finish welded the cold side intercooler tube. This is 2.75″ OD, 0.065″ wall 6061 aluminum tubing.

Because who doesn't love getting new tools, here's the new tubing bead roller for better hose retention under boost. Welding a bead around the tube is a good alternative way to accomplish the same thing, but we opted to do it the easy way this time and couldn't be any happier with the results. On a side note, the WD-40 in the background is an unlikely, but great lubricant for working with aluminum. Whether forming with the bead roller, bending with the sheet metal brake, or doing general cutting and machining it does wonders.

11 comments
Every week I hope for an update. Any hope?
Hope…yes. How much? Not a lot for something soon. Long story short, I moved 2 years ago and the car was in a storage unit in a different state until 2 months ago. Finally have it with me, but currently have very little time to work. The project is still alive, just no where near the top of the priority list at the moment. Keep checking back and you’ll see something eventually :).
How much air should be split between the radiator and the intercooler?
Hi There,
Very nice Build!
I was wondering if you intercooler set up was going to be made available for purchase? or if I was able to purchase some cooler end caps from you.
Thanks
Rob
KISS. What are you building the car to do. looks like you have too much time and money, making the car
look flash but never driving it. looks like you don’t understand the RX-7.Sure there are shortfalls but all with much more cost effective solutions. and yes i do know what i’m talking about. Over 20,000 racing km’s beating factory backed Porsches. NO D.N.F.
Aren’t those NA 20b engines?
13B-REW sequential turbo
13B-REW sequential turbo and raced 1992-1998
Which class in what series and what power output?
I agree with KISS typically, but a 13B-REW sequential turbo probably isn’t going to be competitive in modern day time attack racing, which is what the car was originally being built for. Trying to keep a 450-500hp 13B happy without significant changes to the cooling system (oil, air, and water) is going to be very tough.
Sorry , Not trying to put you down, The car looked more like a show and dyno car. My experience is 450 hp tarmac rally car with competition from Germany backed Porsche 993 turbo 996 turbo . You are right you will have to
modify a few things and if you are serious about time attack maybe not the right place to discuss. i had to develop the car from scratch and was selling parts to mazdaspeed japan at one point and made quite a few mistakes along the way as well , I can see a few things that could help done different. I’m in Australia and no longer race these cars but will defend their underestimated ability i will shut up now . This is your project,