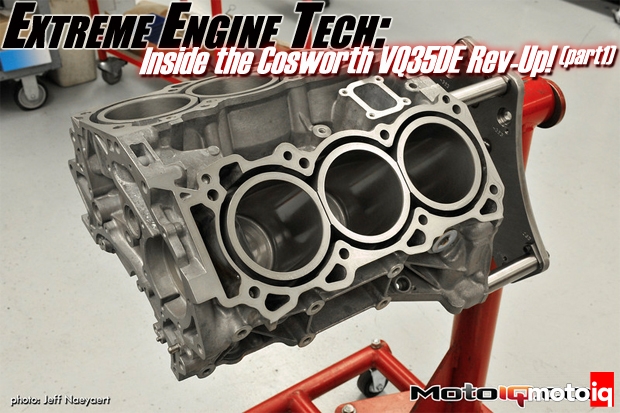

Extreme Engine Tech: Inside the Cosworth VQ35DE Rev-Up! (Part 1)
By Mike Kojima
No, this is not the engine for the Team America BNR32 GT-R Time Attack killer. That engine tech article will be written hopefully by Eric in a few weeks. This is an engine build for a future MotoIQ 350Z project that we will launch sometime late this year.
With the success of Dai Yoshihara's low buck engine build that we documented last year (click here to check it out!). We decided to build our own Turbo VQ since we had a rev up variant sitting around in the palatial MotoIQ R&D shop. We enlisted the help of Cosworth USA to build and spec out our VQ since they have an extensive line of race proven VQ parts. Cosworth's machining, assembly and head porting capabilities are also second to none.
In part one we will be mostly focusing on some of the parts we will be using and why we selected them and will be covering what Cosworth does in other editions. So without further ado, lets look at stuff!
 |
| The heart of any engine build is the connecting rods. The rods are the highest stressed part of the engine and are subjected to severe cyclical loads in tension, compression and bending. Rod failure is not an option as any sort of rod failure results in doom for the engine. For our build Cosworth's Eric Hsu would only accept the use of Carillo rods. Carillo has been a major player in the world of connecting rods since 1963 and their rods are currently used in everything from F1 to Moto GP. |
 |
Carillo offers two different styles of connecting rod, the H beam that we are using for our project and the economy oriented A beam. The A beam is configured like a typical OEM rod and is less expensive because it can be forged in one hit from one direction. The H Beam is for extreme use and is stronger for it's weight because its resistance to buckling loads is greatest in the direction which the rod is stressed the most. The H Beam is a more expensive design because the forging is now a multi step process. For a turbo engine that is actually going to see race use, the H beam is the rod of choice. For NA and street or short duration racing use, the A beam is plenty strong enough and much stronger and lighter than your typical stock rod. |
 |
This rib on the inside of the beam helps improve fatigue strength. You can also see the oiling hole for the wrist pin. The Carillo rod starts as a near net shape blank of forged proprietary steel alloy consisting of chrome, nickel, moly and vanadium alloying elements which meets all VAR (vacuum arc re-melt ASTM standards). Vacuum remelting reduces impurities and pockets in the base metal to reduce internal defects which acts as stress risers and points of potential failure. The alloy used by Carillo is fully traceable with each batch or heat number validated, both by the supplier and an independent metallurgist whom confirm the desired physical and chemical properties of the steel. |
 |
All Carillo rods are heat treated using a maraging process, resulting in an ultimate tensile strength of 195,000 psi with a yield point of 182,000 psi while maintaining the critical elements of low notch-sensitivity and ductility. Low notch sensitivity means that the metal is tough and not likely to break under sudden extreme loads. Maraging means that the alloy used is a maraging steel alloy. These alloys are known for strength without the brittleness associated with many strong and hard steel alloys. A Maraging alloy is precipitation heat treated to convert most of the austenite (a less strong form of steel) to martensite (a stronger form that the heat treating distributes through the steels crystal structure). All Carrillo connecting rods are manufactured from an oversized blank forging resulting in the proper grainflow and are surface machined to insure the removal of any potential inclusions or surface conversions such as scale generated by the forging process. These inclusions can cause stress risers that reduces cyclic fatigue strength. Carrillo uses CNC machines that are equipped with coordinate measuring probes which provide real time feedback to the machining process to ensure dimensional accuracy. To validate production quality each part is magnafluxed several times, to detect any surface flaws that can result in a weaker part. Each rod is Rockwell tested for hardness to validate the heat treat procedure. A final multistage shotpeen operation completes the part. Shotpeening greatly improves fatigue strength by forming a tough fine grained surface skin on the part. With any rod, the bolts are the most highly stressed and critical part. Carillo rod bolts are a proprietary design with asymmetrical threads that have more engagement on the thrust side for better strength and more accurate torque readings. The base bolts are made of super strong H11 tool steel. H11 is a steel alloy with high amounts of chromium that exhibits a high degree of tensile strength and toughness. The H11 bolts have an impressive ultimate tensile strength of 220,000 psi. We opted for Carillo's optional multiphase TM alloy steel bolts which have an ultimate strength of an amazing 285,000 psi. Multiphase TM alloy uses niobium as one of the alloy elements which improves the distribution of other alloying agents throughout the steel resulting in superior strength while not reducing toughness. |
 |
| We disassembled the rods and sent the forgings and bolts out to be WPC treated. WPC is the Japanese high velocity micro particle blasting process which is something like shotpeening on a micro scale. WPC greatly improves fatigue strength and surface lubricity of parts with no dimensional change. You can read a full tech story on WPC here! In this picture you can see the bolt doweling. The doweling reduces side loads on the bolts. |