

The cylinder head is one of the most important parts when it comes to making power in an engine. Although headwork is less critical in a turbo engine than a naturally aspirated one, the EJ257 has some pretty corked-up heads from the factory and we felt that improving the port flow would be beneficial in our build. Thanks to the people at IAG Performance, we now have a set of state-of-the-art Subaru heads. IAG’s approach is so innovative that this is probably our favorite part of the build. We know just how many hours are devoted to good headwork in our builds and we are super stoked to see IAG’s use of technology to produce excellent heads with perfect consistency time after time again. If you like our IAG heads, yours will be exactly like it.
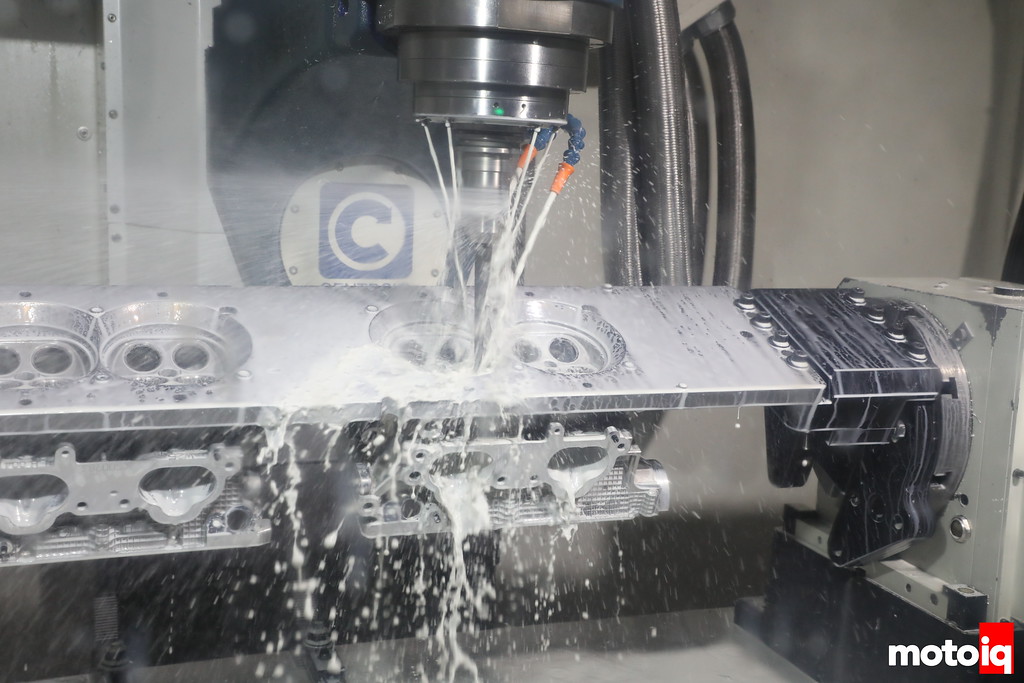
In the old days, you had to take your head to the head guy who is often a half-crazy artist and patiently wait for weeks or sometimes years for your finished ported head to come back if it ever did. Head porting was super expensive and the quality of work inconsistent since it is an artisan job that requires perfection that is hard to repeat perfectly by hand, no matter how good the head guy is. Now IAG uses state-of-the-art CNC machining to do the work of a skilled human quickly with perfect repeatability and quality control.
Read all about project STI and the other chapters of this engine assembly!

Starting with our head’s valvetrain, we used GSC Stage 2 cams. They are made on steel billets and have a nice hard and slippery nitrided finish. The cams have 272 degrees duration and have 0.425″ of lift on the intake and 0.413″ on the exhaust. The intake centerline is 125 degrees and the exhaust is 115 degrees with a lobe separation angle of 120 degrees. If the intake centerline and the lobe separation angle sound weird to you, remember this engine has variable intake cam timing.

The cams were cryo treated by CTP Cryogenics and then WPC treated. You should always do the cryo before the WPC because the cryo will enhance how the WPC works. WPC is compatible with nitriding and gives slick nitriding an even smoother surface. The cams should wear very well and have very low friction.

We used GSC beehive valve springs. The springs use oval wire and a conical shape. This makes them less prone to resonate and get high order spring surge which can cause valve float. This way the springs can run a fairly low spring seat pressure for less friction. We cryo then WPC treated the springs for better fatigue strength and cooler running. On other engines, we have found that this can more than double spring life. We have never broken a spring treated like this, even on engines with radical cams being run really hard.

We also used lightweight GSC titanium retainers. Together with the springs, they are good for over 9500 rpm and 35 psi plus boost even with a light 85 lb seat pressure. We also cryo and WPC treated them.


16 comments
“Cast iron cannot be used with stainless steel because of its tendency to gall.”
I had to look that up, because I didn’t think that it would be a good combination of metals together for a valve guide, but didn’t know for sure.
Is the dogleg on the exhaust port the reason for the famous ‘Subaru Burble?’
No, it isn’t, it’s the unequal length exhaust and cylinder pairing.
Can’t the exhaust system account for the unequal length and cylinder pairing?
That is the exhaust system, if you do an equal length 4-1 the motor sounds more normal.
Kudos on torque-plating the head for a valve job. One step further would be to CNC-machine the whole combustion chamber. The as-cast chamber is pretty consistent but i´ve seen irregularities of up to 1,5cc on some Japanese heads.
yes, we found the same
What are the chances that IAG will add the WPC treatment as an option for their motor builds? I’m assuming that for now there would be some level of management that the custom would have to do between WPC and IAG to get the parts treated before assembly etc.
You would have to ask them, they were impressed with the WPC parts but it would add considerably to the cost of a build because of shipping and time delays.
Are the valve stems treated for wear, such as chrome plating or nitriding? If so, does the WPC process affect that treatment negatively?
The exhaust valves are chrome and the intake is nitrided. It won’t affect them.
I’m impressed the valve clearances can be computed and they are all the same.
I’ve seen a couple companies in Germany offering CNC golf ball machining to the intake valves. (@ngmotorsports on Instagram). Do you think this would make any difference to the flow based on golf ball aero principles? I haven’t seen them release and benchflow data.
I personally think it’s not worth the effort in a general sense. In some cases, you might want to thicken the boundary layer in some places to improve velocity.
nice build
too bad you miss a few important things
only real subie builders know
Like what? We are real engine builders and IAG is one of the best Subie engine builders in the country with a winning track record in actual competition.
Get real ken. Fess up.