
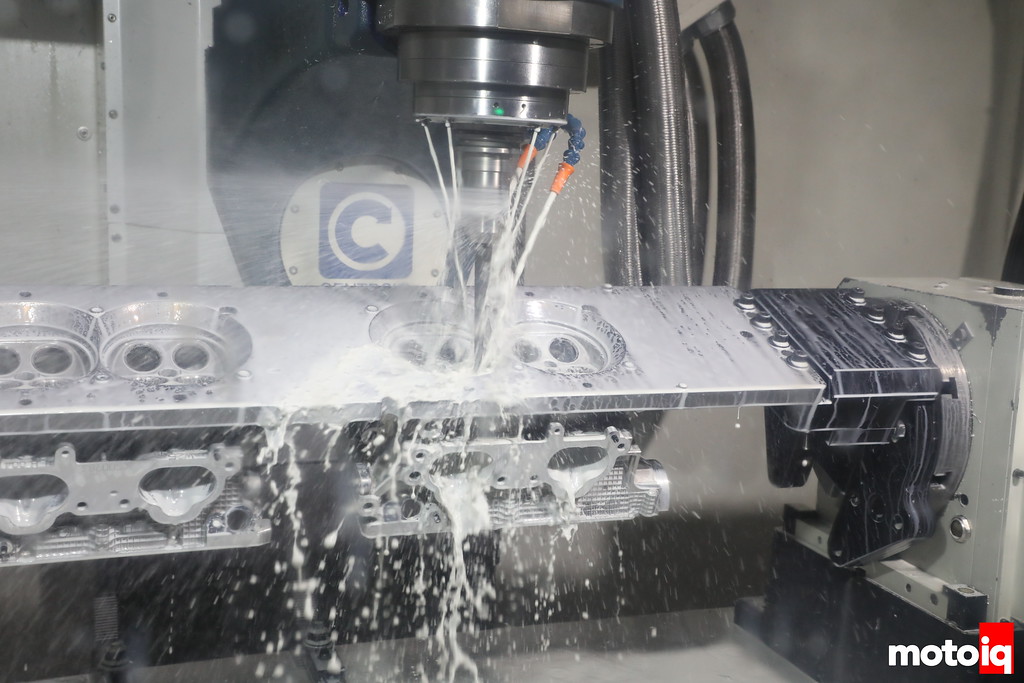

The 5-axis CNC machine ports the port entrances and exits. The motion between the head and the platform is very complicated and amazing to watch. Both of them move in the X-Y-Z axis at once together. Amazing, it’s like watching dancing.

The CNC machine then ports from the valve side. It’s amazing to see the high-speed interplay of the cutter performing complicated motions quickly at once in sync with the moving platform. Perfect, equal ports are done in minutes.

After porting it’s time for the heads to get their valve job done. When being bolted to the cases, it has been discovered that torquing down the head distorts the valve seats which makes it difficult to get leak down test results in the low single digits on a brand new freshly assembled engine. IAG bolts the heads to a torque plate at the higher torque that the larger ARP 14mm studs use. This distorts the head and the valve seats like they would be when installed on the engine cases before the valve job is started. They also use an MLS gasket to perfectly duplicate the same conditions when bolted to the cases. This is a cool step that nearly all engine builders skip or are not aware of.

After being bolted to the torque plate, the head is bolted to a Serdi valve seat cutting machine. A Serdi is state of the art for a conventional seat cutting machine. It uses a floating pneumatic centering cutting head so it’s easy to do perfectly aligned valve seats quickly.

The Serdi machine uses a custom-made cutter that machines all 3 valve angles, the throat cut, the valve seat, and the top cut at once. The cutter comes on a long pilot shaft that goes into the valve guide to center it into place. With the cutter and the super rigid and perfectly aligned cutting head, you get perfect concentric valve seats to a consistent depth.


16 comments
“Cast iron cannot be used with stainless steel because of its tendency to gall.”
I had to look that up, because I didn’t think that it would be a good combination of metals together for a valve guide, but didn’t know for sure.
Is the dogleg on the exhaust port the reason for the famous ‘Subaru Burble?’
No, it isn’t, it’s the unequal length exhaust and cylinder pairing.
Can’t the exhaust system account for the unequal length and cylinder pairing?
That is the exhaust system, if you do an equal length 4-1 the motor sounds more normal.
Kudos on torque-plating the head for a valve job. One step further would be to CNC-machine the whole combustion chamber. The as-cast chamber is pretty consistent but i´ve seen irregularities of up to 1,5cc on some Japanese heads.
yes, we found the same
What are the chances that IAG will add the WPC treatment as an option for their motor builds? I’m assuming that for now there would be some level of management that the custom would have to do between WPC and IAG to get the parts treated before assembly etc.
You would have to ask them, they were impressed with the WPC parts but it would add considerably to the cost of a build because of shipping and time delays.
Are the valve stems treated for wear, such as chrome plating or nitriding? If so, does the WPC process affect that treatment negatively?
The exhaust valves are chrome and the intake is nitrided. It won’t affect them.
I’m impressed the valve clearances can be computed and they are all the same.
I’ve seen a couple companies in Germany offering CNC golf ball machining to the intake valves. (@ngmotorsports on Instagram). Do you think this would make any difference to the flow based on golf ball aero principles? I haven’t seen them release and benchflow data.
I personally think it’s not worth the effort in a general sense. In some cases, you might want to thicken the boundary layer in some places to improve velocity.
nice build
too bad you miss a few important things
only real subie builders know
Like what? We are real engine builders and IAG is one of the best Subie engine builders in the country with a winning track record in actual competition.
Get real ken. Fess up.