

The cam cap bolts have their threads lubricated too.

The cam caps are installed and the bolts put in place.

The cap bolts are run down and then torqued with a torque wrench. Our head is now assembled and ready to go!

Looking down our intake port, you can see the smooth direct shot that air flowing down the port has at the valve.

Looking through the front and dogleg rear exhaust ports you can see that even the dogleg port has a pretty good flow path from the exhaust valve on out.
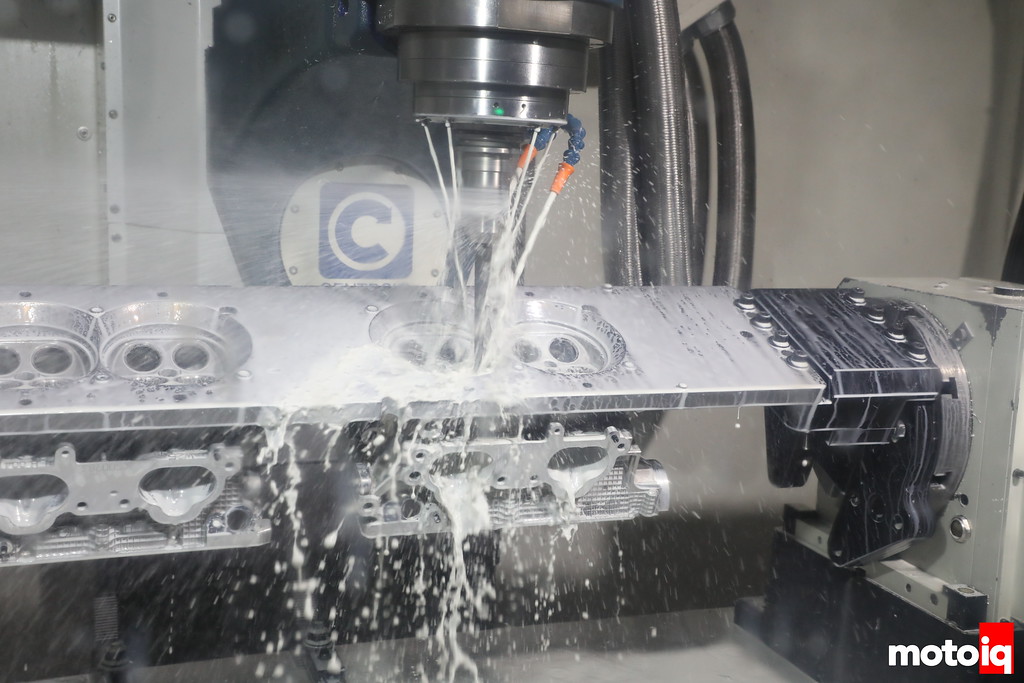
With state-of-the-art machining processes and an OEM-like attention to detail, IAG can make a consistent and even better, a high-performance cylinder head that can be gotten in a reasonable amount of time for a good price. The cylinder head nightmare in engine building is now over at least for Subarus. We are so impressed with IAG’s capability and we are convinced that their Subaru engines are among the best available on the market.
Stay tuned, in our next installment, we will see how IAG assembles the killer engine for project STI!
Read all about project STI and the other chapters of this engine assembly!
Souces
IAG Performance
WPC Treatment
CTP Cryogenics


16 comments
“Cast iron cannot be used with stainless steel because of its tendency to gall.”
I had to look that up, because I didn’t think that it would be a good combination of metals together for a valve guide, but didn’t know for sure.
Is the dogleg on the exhaust port the reason for the famous ‘Subaru Burble?’
No, it isn’t, it’s the unequal length exhaust and cylinder pairing.
Can’t the exhaust system account for the unequal length and cylinder pairing?
That is the exhaust system, if you do an equal length 4-1 the motor sounds more normal.
Kudos on torque-plating the head for a valve job. One step further would be to CNC-machine the whole combustion chamber. The as-cast chamber is pretty consistent but i´ve seen irregularities of up to 1,5cc on some Japanese heads.
yes, we found the same
What are the chances that IAG will add the WPC treatment as an option for their motor builds? I’m assuming that for now there would be some level of management that the custom would have to do between WPC and IAG to get the parts treated before assembly etc.
You would have to ask them, they were impressed with the WPC parts but it would add considerably to the cost of a build because of shipping and time delays.
Are the valve stems treated for wear, such as chrome plating or nitriding? If so, does the WPC process affect that treatment negatively?
The exhaust valves are chrome and the intake is nitrided. It won’t affect them.
I’m impressed the valve clearances can be computed and they are all the same.
I’ve seen a couple companies in Germany offering CNC golf ball machining to the intake valves. (@ngmotorsports on Instagram). Do you think this would make any difference to the flow based on golf ball aero principles? I haven’t seen them release and benchflow data.
I personally think it’s not worth the effort in a general sense. In some cases, you might want to thicken the boundary layer in some places to improve velocity.
nice build
too bad you miss a few important things
only real subie builders know
Like what? We are real engine builders and IAG is one of the best Subie engine builders in the country with a winning track record in actual competition.
Get real ken. Fess up.