
Building the FR-S FA20 engine with Stay Crushing, Prepping the Cylinder Heads With Portflow Design
In the last installment of our FA20 engine build, we covered the parts that we were going to use for the insides of the “Stay Crushing” FR-S. With the components covered, it was time to start on the engine build in earnest. We decided to begin with the cylinder head and enlisted the help of Tom Fujita at Portflow design to perform the core work on our head.
A lot of people don’t realize that prepping the cylinder head properly is one of the keys to making power and the heart of cylinder head prep work is a good valve job. Achieving a proper valve seal and promoting flow around the valves and valve seats are actually the areas where the most power can be gained.
Sure, fancy CNC porting looks great and on a highly modded engine, especially one that has been modified for more displacement or a lot higher rev capability. These engines can benefit from larger ports, however, a mildly modded engine or a moderate boost forced induction engine doesn’t really need extensive head work.
On engines like ours, a good valve job can make a big power gain with no downsides at all. Getting something for nothing is always a good thing and if you want to see how we did it read on!
Read Part one of our FA20 Engine Build!
 We spoke briefly about our valve choice in part one of our series. We chose Supertech Performance black nitride intake valves and Inconel exhaust valves. The black nitride is abrasion resistant for long wear and Inconel is very heat resistant. The exhaust valve has a tuliped contour and the intake has a nail head backside shape. This helps flow on the intake and exhaust paths respectively, especially at low valve lifts.
We spoke briefly about our valve choice in part one of our series. We chose Supertech Performance black nitride intake valves and Inconel exhaust valves. The black nitride is abrasion resistant for long wear and Inconel is very heat resistant. The exhaust valve has a tuliped contour and the intake has a nail head backside shape. This helps flow on the intake and exhaust paths respectively, especially at low valve lifts.Low lift flow is critical for power production. Since the valve is in the area of low lifts twice, once when opening and again when closing, the dwell time at low lift is high. With this going on the opportunity for increasing the overall flow by improving the valve’s flow when the valves are opening, closing and around dwelling about the seat is high.
 The best way to improve low lift flow is with the valve job. A lot of people don’t realize this. Before the standard for a high-performance valve job was a three angle valve job. A 70-degree throat cut would help blend the port wall to a 45-degree seating face. This is what the valve would seal against. After the 45 degree seat, a 30 degree top cut would lead into the combustion chamber. These cuts would help smooth the flow across the valve face and make the turn into and out of the combustion chamber.
The best way to improve low lift flow is with the valve job. A lot of people don’t realize this. Before the standard for a high-performance valve job was a three angle valve job. A 70-degree throat cut would help blend the port wall to a 45-degree seating face. This is what the valve would seal against. After the 45 degree seat, a 30 degree top cut would lead into the combustion chamber. These cuts would help smooth the flow across the valve face and make the turn into and out of the combustion chamber.Some really high-end valve jobs would have additional cuts to help blend the port and combustion chamber more smoothly. A five angle valve job was sometimes used. Sometimes there would be some careful hand blending between the 5 cuts to make a smoother more continuous bend around the seat face.
In the old days, the cuts would be made with angled stones piloted off of the valve guide. Later high-end valve jobs were done with a Serdi valve machine with angled cutters. Custom cutters that could cut all the angles and the seat were also available for popular engines.
Now even the Serdi valve machines are obsolete and the best valve jobs are prformed with the Newen valve machine. Portflow Designs is one of the few places that has a Newen machine. The Newen machine is a considerable advantage over the traditional ways of doing valve jobs.
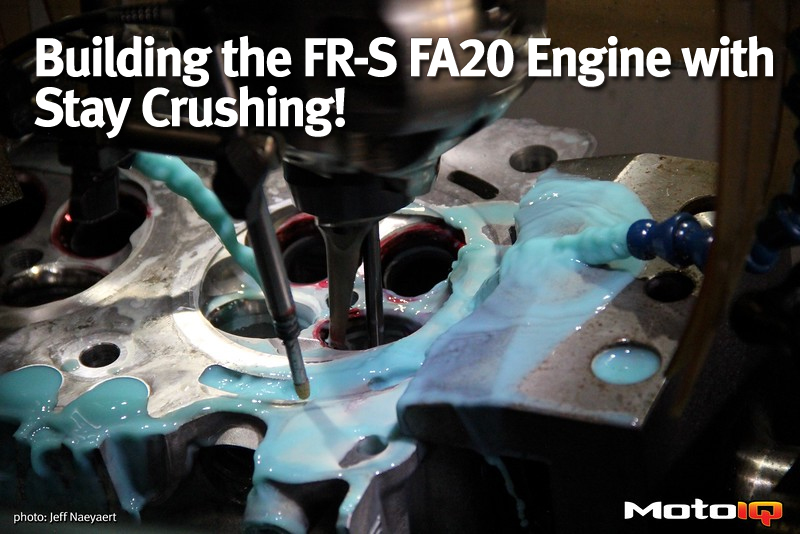
 Portflow’s Tom Fujita starts off on our heads by clamping them to the machine’s table. He then uses some fixturing to get the head properly centered.
Portflow’s Tom Fujita starts off on our heads by clamping them to the machine’s table. He then uses some fixturing to get the head properly centered. To help us visualize how the Newen cuts, Tom applied some Dyechem machinist dye to the seats so we could see the cuts before he started our valve job.
To help us visualize how the Newen cuts, Tom applied some Dyechem machinist dye to the seats so we could see the cuts before he started our valve job.